How It Works
A continuous separation platform.
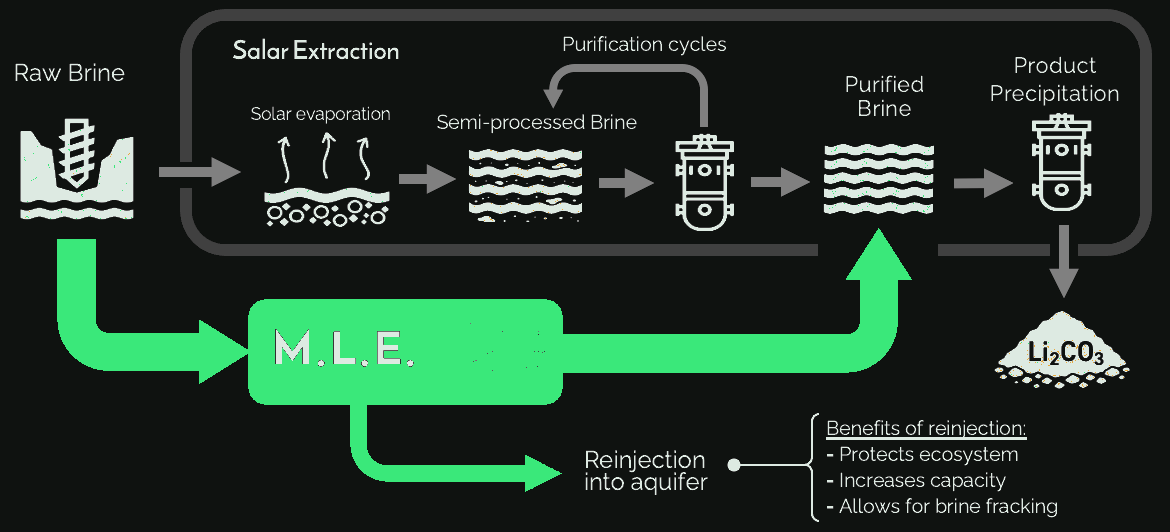
M.L.E. operates as a continuous flow process. Feed water enters the system, passes through stacked membrane modules, and exits with lithium concentrated on the permeate side. Competing ions (sodium, magnesium, calcium, boron) are rejected.
The membrane is developed at Tel Aviv University and manufactures through established desalination supply chains, which means scale-up does not depend on a new factory. Separate lithium from competing ions at any concentration, from 0.17 ppm seawater to 30,000 ppm refinery brine.